
L’ouverture de l’entrepôt de stockage : toutes les étapes du projet
5. Du point de départ au plan d’action
5.1 Point de départ du projet
L’ouverture des entrepôts régionaux pour livrer les clients toujours plus rapidement a eu un impact sur l’entrepôt national de Dourges puisque les entrepôts régionaux stockent désormais les références 20/80 et les entrepôts nationaux, eux, se spécialisent par famille de produits et servent les 80/20).
Ainsi, l’entrepôt de Dourges 1 s’est spécialisé et stocke les produits tels que la menuiserie (1628 références), le luminaire (1072 références), la cuisine (4040 références et la salle de bain 1376 références.
Pour plus de praticité des gestes métiers des équipes et une meilleure homogénéité du processus, la direction de l’entrepôt décide dans un même temps de mettre en place les unités autonomes, c’est-à-dire que chaque secteur (menuiserie, cuisine, sanitaire- luminaire,) réalise à la fois la réception des produits, le rangement, la préparation et aussi le largage des contenants.
On simplifie le parcours en faisant appel à une seule et même équipe.
De même l’implantation des produits est revu, puisque qu’avant, dans le secteur menuiserie, par exemple, étaient stockés tous les produits verticaux qu’ils soient du rayon menuiserie ou non.
On retrouvait avec les portes, les fenêtres mais aussi les parois de douches et les baignoires. Ces produits étaient alors réceptionnés sur les bâtiments B et C.
La spécialisation conduit à stocker par rayon et non plus par typologie de produit. Les parois de douches et les baignoires qui étaient initialement implantées sur l’aile gauche, seront maintenant implantées sur l’aile droite et donc réceptionnées en zone H (plan entrepôt annexe 1).
Jusqu’au mois d’avril, les flux de réceptions étaient répartis ainsi :
- 60 % de produits réceptionnés en zone H
- 20 % de produits réceptionnés en zone B
- 15 % de produits réceptionnés en zone C
- 5 % de produits réceptionnés en zone D
Désormais les flux de réceptions seront répartis comme suit :
- 70 % en zone H
- 20 % en zone C
- 5 % en zone B
- 5 % en zone D
5.2 Problématique
La mondialisation de l’économie a permis à chaque consommateur que nous sommes d’acheter plus, d’acheter moins cher, d’acheter mieux, d’acheter plus vite, … Ce phénomène s’est d’autant plus amplifié de par la numérisation des achats des consommateurs.
Désormais, internet nous permet de nous renseigner, de consulter, de se former, d’acheter plus, plus vite et sans bouger de chez soi. Les entreprises sont donc amenées à produire plus, à moindre coût, et surtout à livrer plus vite et avec une meilleure qualité.
Les entreprises qui ne prennent pas le train en marche seront les entreprises qui fermeront leur porte demain. Une enseigne comme LEROY MERLIN se doit de modifier son système de vente et par conséquent sa logistique pour continuer de se développer.
La logistique LEROY MERLIN prend alors une place essentielle dans la stratégie de l’entreprise. Il va falloir aller plus vite, être plus productif et ceci à moindre coût.
L’une des premières stratégies LEROY MERLIN est de spécialiser les entrepôts par secteur pour simplifier le parcours et aller plus vite. Cette spécialisation des entrepôts nationaux par secteur (menuiserie, luminaire, salle de bain, cuisine) amène à une réorganisation du travail, une réorganisation d’implantation.
De plus, pour simplifier le parcours (moins d’interlocuteur pour aller plus vite) on réorganise les entrepôts par unités autonomes (chaque équipe réceptionne, range, prépare) ce qui a pour conséquence de bouleverser les flux réception au sein de l’entrepôt.
En effet, les habitudes de travail sont modifiées, mais les zones de déchargement sont elles aussi bouleversées par des arrivages plus conséquents dans certaines zones.
Comme les produits sont désormais stockés par rayon et non plus par typologie de produit : le trafic est augmenté de façon significative sur une même zone, la zone H.
Se posent alors les questions suivantes :
Quel impact la spécialisation des entrepôts nationaux va-t-elle avoir sur nos organisations de travail ?
Quelles sont les équipes de travail qui vont être impactées par ces modifications ?
Comment va-t-on conduire le changement de ces organisations au sein des différentes équipes ?
Cette nouvelle organisation va-t-elle conduire à une réorganisation des flux de marchandise ? Comment réorganiser ces flux afin de travailler plus vite en maintenant une qualité de travail?
Comment maintenir une certaine sécurité de travail dans les différents secteurs ? Comment faire passer presque la totalité de l’activité sur une seule zone de réception ?
5.3 Préconisations
Afin de maîtriser l’augmentation des flux sur la zone H, ma première action a été de diagnostiquer l’existant en observant, en chiffrant, en questionnant. Ensuite, je me suis servi du diagramme des causes et effets afin d’identifier toutes les causes de non-fluidité.
Pour répondre à la problématique, j’ai eu également besoin de prendre en compte les besoins et objectifs des différents intervenants du processus (l’équipe réception, l’équipe 2RP).
Les attentes de l’entreprise
L’entrepôt est rémunéré en fonction du volume stocké, plus le volume entrant est conséquent, plus l’entrepôt sera rémunéré. Il faut donc éviter de dérouter les camions sur les entrepôts de débords.
L’un des enjeux majeurs de l’entreprise (c’est d’autant plus vrai en entrepôt) est de sécuriser le travail des collaborateurs afin de diminuer le nombre d’accidents de travail.
[irp posts= »81477″ ]
Les attentes des collaborateurs
Décharger les camions rapidement, dans un espace ordonné, sécurisé et ne pas avoir à multiplier les allers-retours inutiles qui nuisent à la productivité.
Avoir une charge de travail anticipée, équilibrée.
Les attentes du secteur 2RP
Identification et préhension simplifiées des palettes dans une logique de productivité, mais aussi dans un souci de sécurité de travail.
Matrice SWOT du projet
| FORCES | FAIBLESSES |
| – La stratégie de l’entreprise
– Le WMS permet de nombreuses extractions de données. – Le besoin de changement ressenti chez les collaborateurs. – Employés impliqués. – Les moyens financiers |
– Zone de réception au bord de la saturation.
– Peur de l’avenir des collaborateurs concernant la fermeture programmée du service réception. – Parc machine vieillissant. – Taux d’accidents du travail élevé. – Difficulté de recrutement de caristes. |
| OPPORTUNITES | MENACES |
| – Développement de l’EDI (=échange de données informatisé)
– Une entreprise pro active qui ne cesse d’innover pour la satisfaction des clients et des collaborateurs. – Leroy Merlin 2e entreprise préférée des français en 2019. |
– Arrivée des pures players remettant en cause la logistique traditionnelle de la grande distribution.
– Des clients de plus en plus exigeants. |
5.4 Objectifs et enjeux de l’entrepôt de stockage
La spécialisation des entrepôts nationaux remet largement en cause l’organisation des plannings puisque sur une même zone de travail arrivent désormais plus de références.
Pour exemple en plus des références de luminaire et cuisine, sont réceptionnées maintenant en zone H les références parois de douche et baignoires.
La réimplantation des parois de douche et baignoires de la zone B vers la Zone K a complètement remis en cause le planning réception puisque désormais toutes les références se trouvent sur une même zone.
Il faut donc prévoir de réorganiser l’arrivage de tous ces produits afin que tout n’arrive pas en même temps.
La zone de réception H est la plus grande et la plus importante zone de réception par laquelle transite tous les produits qui seront stockés dans l’aile droite c’est à dire en zone I, J, K, L. La réception de ces produits stockés verticalement va encore accroitre le nombre de flux réception dans cette zone.
L’enjeu de la réorganisation des flux réception dans cette zone est de garantir une fluidité au niveau du déchargement, pour éviter la saturation rapide de la dalle de réception et tous les impacts négatifs que cela pourrait engendrer :
- Retard au niveau de la prise en charge, donc pénalités infligées à Leroy Merlin par les fournisseurs.
- Conteneur immobilisés et déchargés en retard, risque de frais de détention, ce sont des frais facturés à Leroy Merlin lorsqu’un conteneur est détenu pour une durée plus importante en dehors du terminal.
- Heures supplémentaires pour l’équipe réception pour décharger les camions et contrôler les marchandises.
- Hausse du nombre de palettes sur la dalle, ce qui rendra l’identification des palettes difficiles pour l’équipe 2RP, si un réappro tombe sur un produit qui se trouvait auparavant en rupture.
- Risques d’accidents accrus.
5.5 Etats de l’art
5.5.1 Le WMS
Le WMS (Warehouse Management System) ou système de gestion d’entrepôt de stockage est un logiciel métier qui vise à améliorer l’organisation et la gestion d’un site d’entreposage.
Cet outil couvre toutes les opérations que l’on peut retrouver au sein d’un entrepôt : réception, mise en stock, gestion des stocks/inventaires, rangement, préparation de commandes, expéditions.
Parmi ses fonctionnalités principales, le WMS vise à optimiser les opérations liées à l’activité d’entreposage, et permet notamment d’optimiser l’espace, de réduire les déplacements des opérateurs ainsi que les tâches administratives, de planifier les tâches et la charge de travail par employé. Toutes ces actions visent donc à améliorer la productivité au sein de l’entrepôt.
L’objectif est de gérer les différents processus présents au sein de l’entrepôt : gestion des entrées et des sorties, le stockage et les opérations à valeur ajoutée comme la préparation de commandes.
Par exemple, lorsque l’on croise le stockage de marchandises, avec une gestion dynamique des emplacements identifiées par un système de codes-barres en intégrant des paramètres spécifiques (ex : dimensions, charge maximum, type de produits) : l’outil nous permet d’augmenter le taux de remplissage de l’entrepôt.
Fonctionnalité du WMS de Dourges
Le WMS rentre les produits dans le système d’information et permet de les gérer de façon optimisée.
Elle se différencie selon les modes de saisie (ex. manuel, code barre,), et permettra (sauf en mode manuel) d’automatiser la saisie informatique d’entrée en stock (n° commande, références, quantité) à l’aide de terminaux mobiles ou de portails qui scannent la marchandise dès la sortie du camion.
La gestion des litiges et reliquats est un module également présent dans la fonction réception.
Lors de l’entrée automatique en stock dès la réception de marchandise, le WMS définit le mode de stockage (rack, stockage de masse, picking) en fonction des spécificités des articles (dimensions, unité de manutention, taux de rotation).
La gestion du stockage permet également de suivre les articles et quantités en stock, les modes d’approvisionnement par article (ex. seuil de réapprovisionnement, recomplétèrent périodique, point de commande périodique), ainsi que le réapprovisionnement des zones picking.
Cette fonction assure également la gestion des inventaires et la gestion administrative des stocks.
Lors de la préparation de commandes, le WMS permet de garantir le niveau de service exigé par le client. Les circuits de collecte dans l’entrepôt de stockage peuvent être proposés par l’outil informatique, permettant d’optimiser les distances parcourues par l’opérateur, et donc de gagner en productivité.
Par ailleurs, les fonctions de colisage et de palettisation sont aujourd’hui de plus en plus développées car elles correspondent à un besoin croissant des entrepôts qui traitent un plus grand nombre de commandes au détail avec des spécificités clients de plus en plus contraignantes.
Le WMS permet de paramétrer les méthodes de picking.
La fonction expédition enrichie la fonction préparation de commandes. Elle permet de contrôler les marchandises avant l’expédition et leur affectation au camion.
Le WMS permet d’éditer les documents de transport tels que les Bons de Livraison (BL) et les Bons de Transport sur lesquels figurent toutes les informations relatives aux marchandises chargées (ex : n° commande, n° d’expédition, références, quantités).
Le contrôle et l’affectation des colis peuvent s’effectuer par lecture du code à barres figurant sur chaque colis. Lorsqu’une expédition est validée, toutes les informations sont archivées par le WMS afin d’assurer la traçabilité de la marchandise et une liste des commandes est expédiée pour facturation.
La fonction pilotage est l’outil du directeur d’entrepôt. Elle permet de définir et de suivre les indicateurs de marche de l’entrepôt et d’obtenir les statistiques de fonctionnement.
Exemples : taux de service par ligne de commande, nombre d’incidents qualité, taux d’écart sur inventaire. La synthèse permet d’obtenir l’extraction de nombreuses données qui serviront à élaborer des tableaux de bord.
5.5.2 Excel
Le WMS est un logiciel qui permet de nombreuses extractions de données pour l’analyse d’information.
Lors d’une demande de requête, le WMS sort sous format Excel les données. A charge de l’utilisateur de filtrer et trier les données afin de les exploiter pour en tirer les bonnes informations.
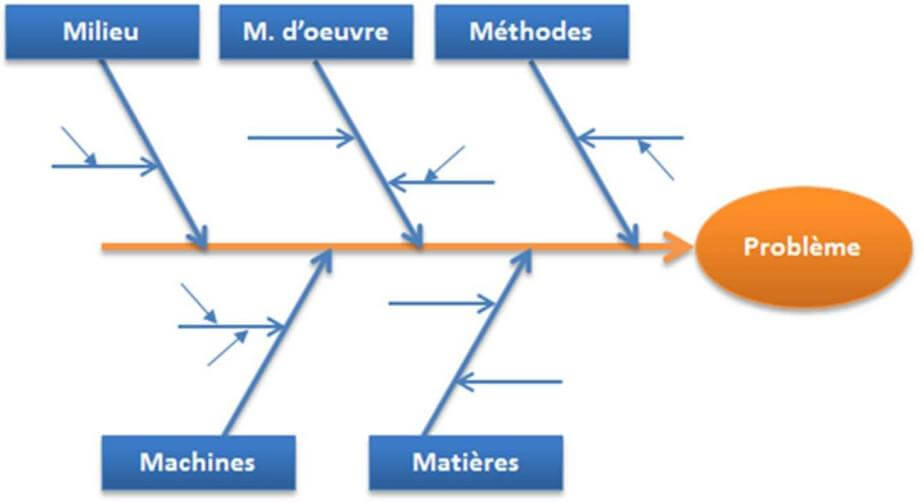
5.5.3 Le diagramme 5M
Le diagramme causes-effet, ou diagramme d’Ishikawa est un outil graphique de travail en groupe, utilisé pour identifier, exposer et étudier les causes potentielles d’une situation constatée.
Cette méthode de résolution de problème est basée sur la recherche des causes liées à l’effet selon 5 axes, les 5 M : Matière, Milieu, Main-d’œuvre, Méthode et Machine.
L’utilisation de cet outil a été formalisée par le Dr. K. Ishikawa au cours des années 40. Il permet d’identifier les causes d’un problème et de les classer par famille afin de déterminer les raisons de l’anomalie étudiée.
Le diagramme d’Ishikawa établit un état des lieux des connaissances pour un problème particulier, qui servira de support pour les solutions en résultant.
- Méthodes : Tout ce qui est lié à l’organisation : circuits et procédures, modes opératoires, lois, règlements, spécifications…
- Main-d’œuvre : Tout ce qui est lié à une action humaine : comportement, qualification, habitudes de travail, personnel, qualification, formation, expérience…
- Matériel : Tout ce qui nécessite un investissement : équipements, téléphone, informatique, photocopies…
- Matière : Tout ce qui est consommable et transformable : matières premières, documents, informations…
- Milieu : Tout ce qui est extérieur à l’effet : environnement de travail, conditions de travail, espace, lumière, bruit, chaleur, poussière.
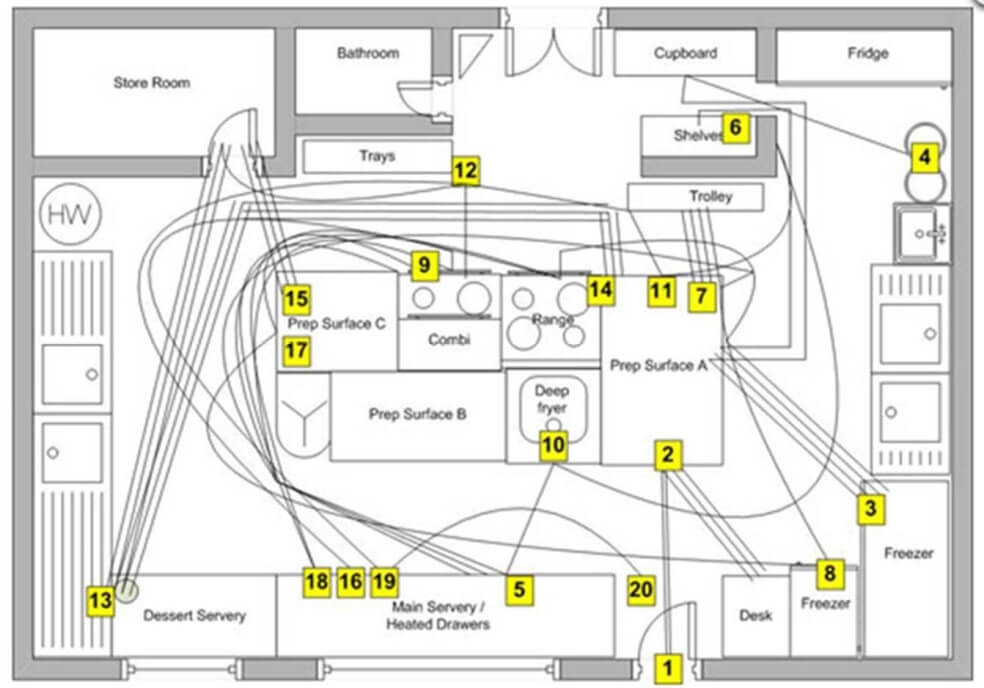
5.5.4 Le diagramme spaghetti
Le diagramme spaghetti est un outil qui sert à donner une vision claire du flux physique des pièces ou des individus.
Il tire son nom de sa ressemblance avec un plat de spaghettis, car lors de son premier tracé, en général, les flux s’entremêlent.
Cette visualisation sert à identifier les flux redondants, les croisements récurrents et à mesurer le trajet parcouru par chaque produit ou personne.
Il aide à la réimplantation ou réorganisation géographique des machines ou des services pour limiter les temps de déplacements et leur non-valeur ajoutée.
La construction du diagramme spaghetti en 5 étapes :
- Définir le service, l’atelier et la zone géographique sur laquelle porte l’étude et en obtenir un plan.
- Obtenir un plan de la zone. Le plan doit contenir les surfaces de stockage.
- Lister les différents types de produits qui sont déplacés.
- Tracer pour chaque palette le chemin emprunté, en incluant les zones de stockage.
- Mesurer la distance parcourue par chaque palette. Cette mesure servira à comparer la situation initiale avec le projet de modification, et à calculer la rentabilité des modifications.
5.5.5 L’approche systémique
L’approche systémique consiste à répondre à une demande en s’appuyant sur les fondamentaux du système afin d’élaborer une stratégie visant à mobiliser les employés dans une direction demandée par le chef de secteur.
C’est un instrument pour accéder à la complexité d’un système.
L’approche systémique permet d’appréhender de manière globale un système et son environnement.
Elle utilise un langage commun pour travailler avec plusieurs secteurs. Elle permet de choisir une stratégie pour agir sur la problématique d’un système.
L’approche systémique se réalise en plusieurs étapes :
- Délimiter le sujet, de quoi parle-t-on, déterminer le périmètre.
- Observer les échanges avec l’environnement.
- Identifier les processus principaux par des diagrammes…
- Identifier les acteurs, qui va exécuter les processus, lié à la notion de fonction
- Vérifier les liens entre les processus
- Décrire les processus sous forme de graphique ou de tableaux
5.6 Méthodologie et plan d’action
Grace à l’outil diagramme 5M réalisé pendant la phase de la lecture de l’existant, nous avons pu identifier des leviers sur lesquels des actions pourraient être mises en œuvre.
L’optimisation palettisation aval
L’optimisation des extérieurs
Le paramétrage des pickings
L’envoi de références en surstock sur débord
|
Optimisation de la palettisation aval |
|
| Objectifs | — Rendre le rangement plus facile pour le 2RP. |
| Méthodologie | – Veiller au respect du cahier des charges de la palettisation.
– Optimisation de la palettisation dans les cellules I, J, K, L. |
| Livrables | -Modification des conditionnements. |
|
Optimisation des extérieurs |
|
| Objectifs | – Libérer des emplacements à l’intérieur.
– Baisser le nombre de palettes à ranger pour le 2RP. |
| Méthodologie | – Enquête terrain.
– Analyse des produits pouvant être stockés à l’extérieur. – 5S sur zone de stockage extérieur |
| Livrables | -Extraction sur WMS pour nombre de palettes et m3 stockées à l’extérieur. |
| Le paramétrage des pickings | |
| Objectifs | — Baisser le nombre de priorité 9, laisser les caristes affectés à leur mission de rangement. |
| Méthodologie | — Analyse des références avec réappro élevées |
| Livrables | — Pickings paramétrés |
|
Analyse du stock de couverture |
|
| Objectifs | — Envoyer les références dont le taux de couverture est supérieur à 2 mois. |
| Méthodologie | — Extraction WMS et analyse. |
| Livrables | – Fiche récap chargement.
– Extraction taux de remplissage disponible. |
|
Reroutage sur débord |
|
| Objectifs | — Envoyer les camions des fournisseurs dont les références ont suffisantes en entrepôt. |
| Méthodologie | — Analyse fichier RDV v7 (annexe 5) |
| Livrables | — Camion dérouter et enregistrer dans l’outil OAPF |
Planning des réalisations :
5.7 Equipe de projet
L’idée du projet a vu le jour lors de la réunion d’objectifs du codir élargi en décembre 2018. Etant donné le lien étroit unissant mon service réception et le secteur 2RP, il était donc logique d’impliquer les acteurs de ces 2 services.
Ainsi, les 3 autres responsables d’équipe m’ont accompagné et ont contribué au développement de ce projet.
Stéphanie Dubreucq, responsable 2RP depuis octobre 2018, possède une expérience de 6 ans en tant que responsable réception et en connait donc les mécanismes du service.
Christophe Glapiak, responsable 2RP, a une expérience de plus de 10 ans au sein de l’entrepôt de Dourges. Auparavant il était responsable préparation du secteur menuiserie.
Par son expérience terrain, Christophe connait parfaitement tous les mécanismes de l’entrepôt de stockage et possède la capacité à résoudre rapidement des problématiques.
Maxime Idkowiak, responsable réception, a été embauché il y a 2 ans en tant que profil évolutif chef de secteur. Ces idées ont permis de faire des gains à l’entreprise, notamment en mettant en place des navettes dédiées réalisant des allers retours entre le site principal et les entrepôts de débord.
L’ensemble des équipes réception et 2RP ont aussi été mises à contribution dans ce projet, Leroy Merlin prône un management participatif les idées émanant du terrain sont toujours les meilleures.
En ce qui me concerne, mon rôle a été de récolter les informations et idées des équipes réception et 2RP, d’analyser toutes les causes de non-fluidité de la zone H, d’établir un lien entre les différents services dans le but de garantir la mise en œuvre et la finalisation du projet.