
CHAPITRE II SYNTHESE DE LA REVUE BIBLIOGRAPHIQUE SUR LA FLOTTATION ET LES TRAVAUX ANTERIEURS
Ce chapitre porte sur les notions essentielles à la compréhension du sujet que nous traitons dans ce travail. Ces notions sont entre autre les généralités sur la flottation, les réactifs de flottation, les stratégies d’ajout des réactifs, les critères d’évaluation des résultats, les paramètres de flottation et l’indice de performance etc.
Notions fondamentales sur la flottation
Définition
La flottation est une méthode de séparation des matières solides en pulpe qui consiste à former avec certains minéraux un complexe plus léger que l’ensemble restant sur lequel ce complexe peut flotter et dont il peut facilement être séparé. (Corneille Ek et Albert Masson ,1973).
II.I.2 Principe. (Gosselin A, 1999)
Le principe de flottation est basé sur les propriétés hydrophobes et aérophiles des surfaces solides. Ces propriétés peuvent être naturelles dans la pulpe lorsque l’air est injecté sous forme des petites bulles dans un tel milieu, il se produit un transport sélectif des particules hydrophobes. Les particules présentant la surface hydrophobe se fixent aux bulles d’air, une fois en contact avec ces dernières.
Ce phénomène est dû à la grande affinité des surfaces hydrophobes pour l’air dont la nature est non polaire. Les bulles d’air entrainent ces particules jusqu’à la surface de la pulpe ou elles forment une mousse chargée. Par contre ; les particules présentant des surfaces hydrophiles ne se lient pas aux bulles d’air et restent en suspension dans la pulpe. Les produits de flottation sont le concentré et le rejet.
La pulpe doit être préparée en fonction des substances à concentrer et cette préparation repose principalement sur la granulométrie des particules, l’ajout des différents réactifs dont les moussants ; les collecteurs, les déprimants et les activants.
La stabilité de la mousse est assurée par les moussants, les collecteurs ont pour rôle d’adhérer aux surfaces des particules désirées afin de les rendre hydrophobes et aérophiles, les activants altèrent les surfaces des particules afin de les rendre plus susceptibles à l’action du collecteur. En flottation le pH est généralement utilisé pour modifier l’activité des plusieurs réactifs. Il est donc important de modifier la valeur du pH en fonction du réactif utilisé. (Gosselin A, 1999)
Opérations de la flottation
En pratique, on utilise différents circuits de flottation en fonction des produits que l’on veut obtenir. On peut dénombrer en flottation les opérations suivantes :
Flottation Principale
Elle représente la première étape de la flottation. Son but consiste à séparer les différents groupes de minéraux. On distingue :
Flottation Simple
C’est une flottation au cours de laquelle on ne récupère qu’un seul minéral à séparer (utile).
Flottation collective (globale)
C’est une flottation au cours de laquelle on récupère un concentré réunissant plusieurs minéraux utiles à séparer.
. II.2.1.c. Flottation Semi- collective
C’est une flottation au cours de laquelle on récupère un produit contenant quelques minéraux utiles et d’autres flottables ultérieurement.
II.2.1.d. Flottation Sélective (différentielle)
C’est une flottation au cours de laquelle on récupère en premier lieu, pour les minerais polymétalliques, le minéral le plus facile à flotter, suivi d’un autre jusqu’à la séparation de l’ensemble des minéraux utiles.
Flottation de lavage
C’est une flottation qui concerne les concentrés grossiers de la flottation principale, afin d’améliorer la qualité, ainsi, plus le nombre de lavage est élevé, plus grande sera la teneur en minéral utile, tandis que l’on enregistrera une diminution de la récupération [Azri Rachid et Zerara Aissam 2015].
Processus de flottation
Le minerai finement broyé est mis en suspension dans l’eau, la pulpe ainsi obtenue, est traitée avec certains réactifs chimiques, appelées collecteurs dont le rôle est de rendre hydrophobe la surface des substances solides. Pour rendre sélective l’action du collecteur, d’autres réactifs sont utilisés, servant à activer ou à déprimer un minéral donné. La pulpe, est introduite dans la cellule de flottation, qui n’est qu’un réacteur muni d’un agitateur, à travers duquel l’air nécessaire à la flottation passe du bas vers le haut.
La dimension des bulles d’air, est contrôlée par l’agitation et la présence d’un agent surfactant à l’interface liquide gaz, appelé moussant. Ces dernières, se fixent sur les particules solides, dont la surface est hydrophobe et sous l’action de la poussée d’Archimède résultante, l’ensemble particules-bulles d’air flotte à la surface du réacteur. Suivant la quantité et le type de moussant utilisé, on peut former une écume dynamiquement stable à la surface de la cellule où vont se rassembler les particules flottées. L’écume ainsi enrichie en phase solide, est dégagée et constitue le concentré de flottation et de la gangue.
Comme norme générale, le minéral de valeur est flotté en laissant la gangue de pulpe à rejeter. Cette procédure s’appelle flottation directe, par opposition à la flottation inverse où la gangue est éliminée dans la fraction flottée. (Wills ,2006)
Granulométrie de particules
Flottation des grosses particules
Les particules les plus grosses qui pourront être flottées auront une dimension de l’ordre de 500 µm (pour des solides de densités habituelles par rapport à l’eau comprises entre 3 et 7) à 1.1 mm (pour le charbon), en supposant l’accrochage d’une seule bulle d’air à la surface d’une particule. Il s’agit là d’une dimension maximale pratique pour les particules dans les cellules à agitateur.
D’autres types de cellules (pneumatiques) peuvent être utilisés pour flotter des particules plus grossières (ce qui est recherché pour la flottation du charbon, des phosphates, des sels solubles, du graphite, du soufre, etc.) Les particules ayant une dimension inférieure à 200 µm ne présenteront que peu de difficultés pour la flottation.
Flottation des fines particules
Les fines particules (<10 ou 20µm) posent par conséquent deux problèmes importants en flottation, tout d’abord, de par leur surface spécifique, les fines consomment des quantités importantes des réactifs causant une diminution du rendement des particules intermédiaires et grossières en réduisant la quantité des réactifs disponibles pour ces particules.
Le deuxième problème est associé à la baisse de rendement observée pour les fines ; baisse de rendement attribuée à une plus faible probabilité de collision. (Lairedj Kamel et Zerar Hocine 2015).
Réactifs de flottation
Conditions exigées au réactif de flottation
Ils doivent être stables pendant le stockage.
Ils doivent être solubles dans l’eau.
Ils doivent être non toxiques.
Ils doivent être respectés à la protection de l’environnement.
Sélectivité d’action (le réactif doit être sélectif).
La quantité des réactifs doit être standardisée.
Le prix doit être économique
Classification des réactifs de flottation
On classe les réactifs de flottation suivant leurs propriétés :
Collecteurs ou surfactants
Les collecteurs codèrent l’hydrophobicité à la surface des minéraux à récupérer de façon à permettre leur séparation des minéraux de gangue. Les collecteurs sont des produits chimiques aux molécules complexes.
Ils comportent une première composante responsable de l’attachement du produit à la surface de la particule soit par réaction chimique ou par attraction électrostatique. La deuxième partie est une chaîne organique immiscible dans l’eau qui induit l’hydrophobicité à la particule. (Mélanie Proulx, 2000).
Moussants
Le moussant, par définition, intervient à l’interface liquide/gaz. Il a trois fonctions essentielles. La première fonction est de créer des interfaces liquide-gaz importantes. Les bulles d’air dispersées dans les pulpes ont des distributions dimensionnelles très étendues, allant généralement du dixième de millimètre à plusieurs millimètres au départ, suivant les dispositifs utilisés.
En présence de moussant, les bulles sont beaucoup plus petites de 0.1 à 1mm (0.5mm en moyenne). Elles ont une forme très voisine d’une sphère (en raison de la très grande élasticité de leur surface que leur confère le tensioactif adsorbé), alors que les bulles, en absence des moussants, ont des formes allongées. La forme intervient sur la vitesse d’ascension des bulles dans les pulpes, qui est d’autant plus faible que la forme se rapproche de celle d’une sphère pour un volume donné. Enfin, l’aire globale de l’interface liquide – gaz augmente avec la finesse des bulles.
La deuxième fonction consiste à faciliter la fixation à l’interface liquide gaz des particules collectées, par Coadsorption avec le collecteur. Le revêtement collecteur se trouverait donc plus solidement adsorbé.
La troisième fonction est de donner une écume (mousse – particules) pseudo stable au-dessus de la cellule de flottation. L’écume sert de milieu de séparation des particules solides que l’on désire récupérer de celles qui ne flottent pas. Elle a également, suivant sa hauteur, un rôle de
concentration secondaire. En raison de la grande turbulence existant dans les cellules de flottation et des courants parasites qui existent dans les traînées des particules et des bulles qui pénètrent dans l’écume, une certaine quantité de particules hydrophiles est entraînée mécaniquement.
Ces particules retombent dans la pulpe, drainées par le courant d’eau descendant de la partie supérieure de l’écume et provenant de la rupture des films d’eau composant les bulles d’air, dans des conditions de faible turbulence (P. Blazy, 1966)
Modificateurs de pH
Les modificateurs de pH font partie des produits utilisés pour modifier les interactions minéraux/Collecteur. Selon l’alcalinité de la pulpe de nouveaux composés se forment à la surface des minéraux et réduisent ou activent l’adsorption des collecteurs.

En règle générale, la flottation des sulfures est effectuée en milieu alcalin car la plupart des collecteurs y sont plus stables en plus de minimiser les problèmes de corrosion des équipements. La chaux et le bicarbonate de sodium sont fréquemment utilisés comme modificateurs de pH. (Mélanie Proulx, 2000).
Activants et déprimants
Les activants et déprimants sont des réactifs chimiques permettant la sélectivité de l’hydrophobisation entre les différentes phases minérales du minerai. Ils sont extrêmement variés, en fonction notamment des minéraux présents et de leurs interactions. On utilise aussi bien des sels métalliques (sulfate de cuivre, de zinc, de fer, bichromate…) que des oxydants et réducteurs (sulfites, permanganate de potassium…) ou des produits organiques (amidon, etc.).
Dispersants
La dispersion des particules est une condition impérative pour que la flottation soit sélective. Si une floculation se produit, les flocs emprisonnent des bulles d’air et sont entraînés dans la mousse quel que soit leur nature. La flottation n’est plus sélective et le concentré est moins riche ou pollué par un autre minéral.
Un type particulier et néfaste de dépression de particules minérales concerne les boues argileuses ou talqueuses. Ces matières étant fines et collantes, elles recouvrent la surface des particules minérales qui ne peut être atteinte par le collecteur (blocage mécaniques). Pour remédier aux problèmes d’excessivité du collecteur, on utilise alors du silicate de sodium, et on peut également effectuer un débourbage du minerai broyé avant la flottation (élimination des fines, par hydro cyclonage par exemple). Remarquons que si, au
contraire, on désire floculer les particules solides pour les séparer plus aisément par décantation ou par filtration, on peut modifier la charge de surface par l’action d’électrolytes forts (chaux, acide sulfurique, sulfate d’aluminium, etc.) ou lier entre elles les particules par des réactifs floculant, comme les polysaccharides, les polyacrylamides, l’amidon, etc., qui agissent par des ponts hydrogène.
Consommation de réactifs
Le terme « consommation excessive » des réactifs par les fines particules a fait l’objet de nombreuses contradictions dans le passé. Une théorie proposait que cette consommation excessive était due au fait que l’activité de surface des fines particules était supérieure. Cette théorie était basée sur le principe qu’une fine particule devait avoir une quantité supérieure d’irrégularités de surface. Cette activité de surface ferait en sorte qu’il y ait une augmentation de la solubilité, de l’hydratation et produirait une adsorption non spécifique de collecteur.
Un autre aspect de la consommation des réactifs par les fines particules est la vitesse d’adsorption des réactifs en fonction de la dimension de particules. Ces réactifs sont d’abord diffusés de la solution vers les particules pour ensuite interagir avec la surface des particules. Les particules fines possèdent un taux d’adsorption des réactifs supérieur en raison d’un taux de diffusion supérieur des réactifs à leur surface.
Lorsque la quantité de réactif ajouté est accrue, pour augmenter la récupération des particules grossières par exemple, et surpasse la quantité dont les particules fines ont besoin pour leur flottation, on observe habituellement que le gain en récupération obtenue sur les particules grossières est réalisé au détriment des particules fines. Il semble alors que le surdosage des réactifs pour les particules fines réduise la cinétique de flottation de ces particules. [Danny Pelletier,1999].
Stratégie d’ajout des réactifs
Une stratégie d’ajout des réactifs caractérise la quantité et la façon dont les réactifs sont ajoutés dans un circuit de flottation. Les variantes résident dans le choix des réactifs, du dosage et de la distribution.
Dosage
L’ajout d’un réactif dans une unité de flottation est basé sur la quantité de minerai alimentée au circuit et est souvent exprimé en grammes de réactif par tonne de minerai. Le dosage des réactifs est une variable de contrôle stratégique. Lorsque le rendement métallurgique est à la baisse, on augmente le dosage du collecteur ou du moussant.
Cependant un surplus de collecteur peut favoriser la flottation d’espèces non désirées réduisant ainsi la sélectivité du procédé. De la même façon, une quantité trop élevée de moussant peut causer une augmentation de l’entraînement des particules. À l’opposé, une quantité insuffisante de collecteur réduit la capacité de flottation et l’utilisation restreinte du moussant peut causer une instabilité de l’écume et une diminution de la récupération des minéraux de valeur. L’opérateur doit donc tenir compte de tous ces facteurs afin d’ajuster les dosages des réactifs de façon à maintenir les performances de l’unité de flottation. Sa tâche est plus complexe lorsque les activant /déprimants sont utilisés pour la flottation.
Distribution
Les réactifs peuvent être ajoutés à différents endroits du circuit. On retrouve parfois des points d’injection pour le collecteur et le régulateur de pH au broyage permettant ainsi de maximiser le temps de conditionnement. Cependant, la majeure partie du collecteur et du moussant est ajoutée dès la première étape de l’ébauchage et une plus faible partie est distribuée dans les bancs de cellules subséquents.
En industrie, la distribution des réactifs est effectuée dans certains cas à l’aide d’un distributeur rotatif composé d’entonnoirs de différentes dimensions et amovibles permettant l’ajustement des proportions envoyées dans chaque partie du circuit. Chaque banc de cellules est relié par une conduite au distributeur à partir duquel on peut décider d’interrompre ou d’augmenter la proportion alimentée. (Mélanie Proulx, 2000).
II..8. Variables importantes de la flottation.
Le nombre de variables intervenant dans le processus physico-chimique ainsi que dans la réalisation pratique de la flottation est grand et il existe de nombreuses interactions entre elles. On peut repartir les paramètres de la flottation en trois catégories : les paramètres chimiques, les paramètres liés à l’appareillage, les paramètres liés à la préparation de la pulpe.
Les paramètres chimiques comprennent la nature et la dose des réactifs collecteurs, moussants et modifiants.
Les paramètres liés à l’appareillage sont évidemment relatifs au type d’appareil utilisé, à la vitesse du rotor de l’appareil (pour les machines de flottation mécaniques) et le débit d’air.
Quant aux paramètres liés à la préparation de la pulpe, ils comprennent la nature du minéral, la dimension des particules, la densité de la pulpe, la température, etc. Le schéma repris dans la Figure 2, l’indique bien.
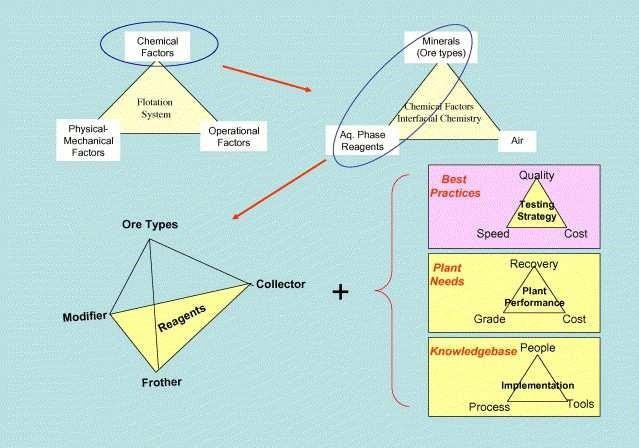
Figure 2: Approche holistique de la flottation. (Nagaraj., 2005)
Critères d’évaluation des résultats
Nous donnons ci-dessous les principaux critères d’évaluation de la performance d’une flottation
: le rendement de récupération du métal utile, le rendement pondéral du concentré et le taux de concentration de métal utile.
Rendement de récupération du métal
Le rendement de récupération est par définition le rapport exprimé en pourcentage du poids de métal contenu dans le concentré sur le poids de métal contenu dans l’alimentation de départ. Il est souhaitable que le rendement de récupération soit le plus élevé possible pour minimiser les pertes de métal dans les rejets.
Le rendement est donné par les deux formules mathématiques suivantes :
| Cc
η =∗ 100 Aa |
(1) |
| (a − r)c
= (c − r)a ∗ 100 |
(2) |
Avec :
A : tonnes sèches de l’alimentation ;
a : teneur du métal dans l’alimentation ;
C : tonnes sèches du concentré ;
c : teneur du métal dans le concentré ;
r : teneur du métal dans le rejet ;
La formule (1) donne le rendement en fonction de poids et teneurs dans le concentré et dans l’alimentation tandis que la formule (2) donne ce même rendement en fonction uniquement des teneurs.
Le taux de concentration
Le taux de concentration est par définition le rapport exprimé en pourcentage de la teneur du métal dans le concentré sur la teneur du métal dans l’alimentation. Il est souhaitable qu’on obtienne un concentré avec un taux de concentration plus élevé.
Le taux de concentration est donné par la formule mathématique suivante :
| c
τ = a |
(3) |
Avec τ : le taux de concentration.
Pour un même rendement de récupération du métal et pour des coûts opératoires de même ordre, le choix entre deux opérations de flottation penchera sur l’opération ayant un taux de concentration élevé.
II.9.3. Rendement pondéral du concentré
Le rendement pondéral est par définition le rapport exprimé en pourcentage du poids du concentré sur le poids de l’alimentation de départ. Il est souhaitable que le rendement poids soit le plus faible possible.
Le rendement poids est déterminé par la formule mathématique suivante :
| C
π =∗ 100 A |
(4) |
| (a − r)
π =∗ 100 (c − r) |
(5) |
La formule (4) donne le rendement poids en fonction de poids du concentré et de l’alimentation tandis que la formule (5) donne ce même rendement en fonction uniquement des teneurs.
Courbe de sélectivité
Rendement(%)
Rendement(%)
La courbe rendement-teneur présente la variation du rendement en métal ou minéral de valeur dans un concentré en fonction de la teneur du concentré. La figure 3, montre une courbe rendement-teneur typique qui traduit la diminution du rendement associée à l’augmentation de la teneur du concentré. Tout déplacement suite à un changement des conditions opératoires d’une courbe rendement-teneur vers le coin supérieur droit traduit une amélioration des performances métallurgiques.
Amélioration des performances Métallurgiques
Amélioration des performances Métallurgiques
Teneur (%)
Figure 3 :Courbe de sélectivité
Courbe cinétique
La cinétique de flottation lors d’une expérience en laboratoire caractérise la vitesse de récupération des minéraux.
La cinétique de flottation dépend de la dimension des particules et de la taille des bulles, mais elle est aussi affectée par une multitude d’autres facteurs tels que les interactions entre les minéraux utiles et la gangue, la coagulation des ultrafines, l’action de la turbulence sur les agrégats, la saturation des bulles par les particules minérales, l’entrainement des ultrafines, etc. Il existe deux types de modèles cinétiques, l’un considérant la variation temporelle de la concentration des particules à flotter, et l’autre tenant compte de la variation dans le temps de la récupération des particules flottées (Wills., 2006).
Une courbe typique de la cinétique de flottation est présentée à la figure 4 et s’obtient en traçant le rendement d’un minéral de valeur en fonction du temps de séjour dans la machine de flottation.
La cinétique de flottation à fait l’objet d’étude de plusieurs chercheurs, dont la majorité la modélisé par une équation mathématique décrivant une cinétique de premier ordre.Klimpel et Panu (Mayor Panu), donnent :
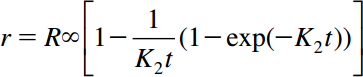
Ou r = le rendement à un temps t ;
R ͚ = Le rendement à un temps t = ∞ : rendement à l’équilibre ; K est la constante cinétique du temps.
La résolution de cette équation consiste à déterminer le rendement cumulé à deux instants t1 et t2 .Ce qui conduit à un système de deux équations avec R ͚ et K les inconnues.
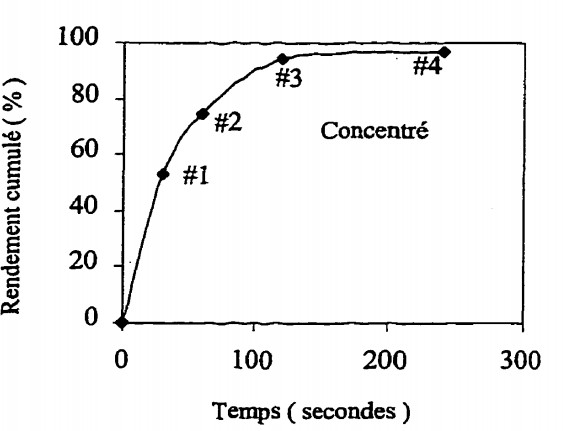
Figure 4:Courbe cinétique de flottation
Compromis entre rendement de récupération et taux de concentration.
Une bonne opération de flottation est celle qui se conclut par un concentré d’une bonne teneur et d’un rendement de récupération élevé. Cependant comme ces deux concepts sont en opposition, il convient de se donner un compromis entre la teneur utile et la récupération que l’on désiré avoir.
Si on désire obtenir un concentré trop riche en élément de valeur, il faudra se limiter à recueillir les grains qui flottent mieux et cela entraine un faible rendement de récupération. C’est ainsi que dans les industries ou la flottation se fait en continu dans plusieurs cellules de flottation (ébauchage, pré finissage et finissage), on se base également sur l’évolution des teneurs en
éléments utiles en fonction de leurs rendements de récupération des concentrés cumulés tout au long du circuit de flottation (Ghislain K ; 2015).
II. 11 Synthèse des travaux antérieurs sur les rejets CMSK
La valorisation des rejets de l’ex-CMSK par flottation en cellule a fait l’objet d’une étude initiée par le service de recherche de la Gécamines en collaboration avec l’Université de Lubumbashi dans le but de connaitre le comportement à la flottation en cellule des rejets de la digue III, et ensuite de déterminer les meilleures conditions opératoires en ce qui concerne les paramètres ci-après : l’agent sulfurant et la granulométrie. (Muya,2018)
Cette recherche a été menée en considérant que les caractéristiques des rejets sont similaires aux minerais broyés provenant de la mine. Les rejets ont été soumis au broyage de manière à avoir un refus maximal de 30 % en poids de l’alimentation sur un tamis de 75 µm. Tous les essais de flottation étaient menés avec une pulpe de 30 % en poids des solides.
Dans les conditions opératoires retenues les doses optimales suivantes ont été trouvées : 5400 g/t pour le sulfhydrate de sodium et une granulométrie de 70 % de passant au tamis de 75 µm. Dans ces conditions, les concentrés produits à l’ébauchage ont titré 2.51 % Cuivre et 1.05% Cobalt pour des rendements de récupération de 81.05% Cuivre et 85.18% Cobalt.
Tous ces résultats métallurgiques obtenus en laboratoire, nous serviront de référence dans notre étude d’essai d’optimisation paramétrique des doses des réactifs et du temps de flottation des rejets Ex-CMSK digue III/GCM.
CHAPITRE III BREF EXPOSE SUR LES PLANS D’EXPERIENCES ET D’EVALUATION STATISTIQUES DES RESULTATS
III.1 Définition du plan d’expérience
La notion de plan d’expérience est ancienne mais l’utilisation systématique de protocoles d’expériences définis à l’avance dans l’industrie est une chose récente. L’idée de planifier de manière rationnelle les expériences est à l’origine du concept plans d’expériences.
Les plans d’expériences, sont en fait une suite d’essais organisée à l’avance de manière à déterminer l’influence de multiples paramètres sur une ou plusieurs réponses et apportent une solution permettant de réduire considérablement le nombre d’expériences à réaliser par rapport aux méthodes traditionnellement employées. (Nkulu. G N 2012)
Méthodologie de Taguchi
La méthodologie de Taguchi constitue une véritable révolution dans le développement de la méthode des plans d’expériences.
Le système intégré de l’ingénierie de la qualité de Taguchi repose sur l’idée de robustesse comme moyen de neutraliser les effets des facteurs incontrôlables, appelés facteurs de bruit (Phadke, 2010).
Dans son approche, Taguchi a introduit deux outils majeurs du plan robuste à savoir la métrique fonctionnelle Signal-Bruit (S/B ou S/N, Signal/Noise, en anglais) et la propriété d’orthogonalité d’une matrice afin d’optimiser conjointement les résultats moyens et la dispersion des résultats autour de la moyenne. L’idée de la robustesse introduite par Taguchi s’inscrit donc dans l’augmentation de la prévention d’un résultat, ce qui améliore la qualité, plutôt que l’augmentation du contrôle.
Cependant, tous les chercheurs s’accordent pour dire que l’amélioration de la qualité d’un produit est conditionnée par la mise en place d’un procédé qui soit moins sensible aux facteurs susceptibles d’affecter ce procédé (Nkulu GN 2012)
En ingénierie de qualité, on repartit les facteurs d’un procédé ou un processus en deux catégories : les facteurs contrôlables, c’est-à-dire facteurs sur lesquels on peut facilement agir pour contrôler un procédé bien précis, et les facteurs non contrôlables, c’est-à-dire facteurs pour lesquels les variations possibles ne sont pas contrôlables dans un procédé mais pouvant être la cause d’une instabilité dans les caractéristiques de performance d’un système. Ces derniers facteurs sont considérés, dans l’approche de Taguchi, comme facteurs de bruit (Phadke, 1998).
Cette catégorisation des facteurs, contrôlables et non contrôlables, apporte une nette démarcation par rapport à la méthode classique ; en effet, dans la méthode classique ou traditionnelle, on suppose que les facteurs contrôlés à chaque expérience sont parfaitement maitrisés et que leurs valeurs restent constantes pendant toute la durée de l’expérience. Cette considération demeure évidement théorique car les variations de ces facteurs sont possibles, surtout les facteurs environnementaux.
La méthode de Taguchi ne vise donc pas à éliminer les sources susceptibles de perturber le procédé, ce qui est le cas dans la méthode classique, plutôt Taguchi propose d’éliminer les causes de variations en utilisant le ratio signal-bruit pour retrouver les conditions expérimentales pour lesquelles ces causes ont un effet minimum. On cherche donc dans la méthode de Taguchi à minimiser l’influence des facteurs de bruit. ( Nkulu GN 2012).
L’identification du design optimal
On évalue le rapport SB qui sera utilisé pour identifier le design optimal. Les valeurs du rapport SB n’ont pas d’interprétation absolue car leurs valeurs changent si on change les conditions de bruit. Mais les valeurs relatives du rapport SB seront inchangées et les plus grandes valeurs permettront d’identifier le ou les designs optimaux. On peut estimer l’effet de chaque facteur sur le rapport SB en effectuant une analyse de la variance.
On peut donc ainsi identifier les facteurs de design les plus importants. De plus on peut déterminer la modalité optimale de chaque facteur. On se rappellera que l’on fait l’hypothèse d’addition des effets principaux en adoptant un modèle du premier ordre entre la réponse et les facteurs de design. Généralement, moins de la moitié des facteurs de design sont critiques pour le choix de leurs modalités optimales. Pour les autres facteurs on choisit la modalité la plus économique (Bernard Clément PhD, 2000).
La robustesse recherchée ayant ainsi été obtenue, il faut identifier au moins un facteur d’ajustement qui permet de se rapprocher de la cible. Il s’agit d’un facteur qui n’a pas ou peu d’effet sur le rapport SB, c’est à dire qui se retrouve parmi les facteurs les moins influents. Une analyse de la variance sur la réponse moyenne de chaque design permettra d’identifier les facteurs pouvant jouer le rôle d’ajustement. Cette optimisation en deux étapes s’applique uniquement dans le cas où l’on vise une valeur nominale. Dans le cas de valeur minimale visée ou dans le cas de valeur maximale visée, le concept de facteur d’ajustement ne s’applique pas. Par exemple, si l’on vise une cible de zéro, il est évident qu’elle ne pourra pas être obtenue (Bernard Clément PhD, 2000).
Analyse de la variance
Définition
L’analyse de la variance est une méthode d’analyse statistique qui peut être utilisée pour l’évaluation des résultats expérimentaux. L’intérêt de cette méthode est de pouvoir tester de manière absolue l’influence des facteurs sur les variations d’une réponse donnée. L’analyse de la variance permet de déterminer statistiquement : les paramètres les plus significatifs, la contribution et le degré de contribution de chaque facteur sur la réponse du système (exemple : la récupération des métaux Cuivre, Cobalt en flottation) (Tshibangu 2018).
Principe
L’analyse de la variance consiste à rechercher les sources de variation des réponses. On suppose que les réponses ont été calculées avec le modèle postulé, 𝑦𝑖 =
𝑓(𝑥1, 𝑥2, … . , 𝑥𝑛) + 𝑒𝑖 en utilisant la méthode des moindres carrés c’est-à-dire en minimisant la somme des carrés des écarts (Tshibangu 2018). Dans ce cas les réponses calculées s’écrivent

et les écarts e prennent des valeurs particulières ri qui s’appellent les résidus. Les résidus sont donc des valeurs particulières des écarts. La relation de base de l’analyse variance est donc :
∑(𝑦𝑖 − 𝑦̅)2 = ∑(𝑦𝑖̂ − 𝑦̅)2 + ∑(𝑦𝑖 − 𝑦̂𝑖)2(6)
Au cœur de cette méthode est la décomposition de la variabilité totale selon les différentes sources présentes dans les données (relations 6), le membre de gauche est la somme des carrés des écarts à la moyenne des réponses mesurées. Cette somme se décompose en deux éléments
: la somme des carrés des écarts à la moyenne des réponses calculées avec le modèle et la somme des résidus. (Bernard, 2005).