La sécurité BMS B-102, DCS, exigences et instrumentation
Chapitre 3 :
BMS du four B-102
Introduction
Le contrôle de sécurité des fours industriels à continuellement évolué au cours des dernières années. Cela est dû à l’introduction de législation gouvernementale qui oblige l’application des codes existants.
La plupart des sociétés exploitantes en Amérique du Nord mettent en œuvre des BMS dans des fours neufs et existants conformément aux directives requises; Cependant, certaines installations ne se fondent toujours que sur l’intervention manuelle de l’opérateur ou l’arrêt d’urgence (ESD) de la centrale comme contrôle de sécurité.
La raison la plus fréquente fournie par ces sociétés est qu’ils ont fonctionné avec le système manuel et l’absence d’équipement de surveillance de la flamme pendant des années sans incident;
Comme nous avons vu dans le chapitre précédent ; la gestion des alarmes et déclenchements ainsi les séquences de démarrage du four B-102 sont assurées par une logique câblée fournie par Foxboro, la dernière modification faite en 1994 de ce système est obsolète et n’est pas conforme aux exigences minimum requise motionnées dans les documents de design du four.
Dans ce chapitre nous allons voir le système de sécurité BMS proposé pour le four B-102. Cette proposition est prise selon les exigences du manuel opératoire de construction, en appliquant les directives de la norme NFPA 86.
En premier lieu nous allons voir, les exigences requises des systèmes BMS des fours selon la norme NFPA 86, ensuite les modifications nécessaires de l’instrumentation existante, puis le Grafcet proposé avec son analyse fonctionnelle.
3.1. La sécurité du B-102 sous la plateforme DCS
Pour se conformer aux normes internationales de sécurité et de d’environnement comme NFPA, il est important d’instaurée un programme d’installation de systèmes de gestion des brûleurs des chaudières et fours BMS, assurant le contrôle des pilotes et brûleurs suivant un système qui assure leur fonctionnement (allumage et détection), et communique avec un système ESD pour assurer la sécurité « déclenchement » en cas d’urgence.
Les deux systèmes ESD BMS sont assurés par un automate de sécurité généralement triple redondance.
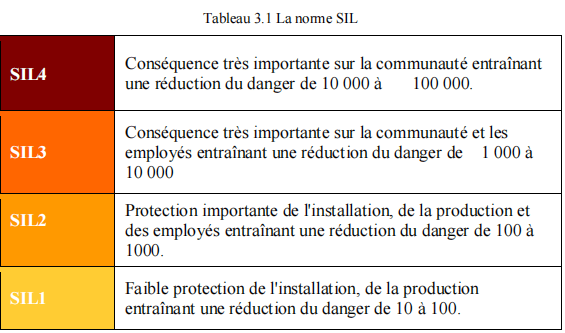
L’automate triple redondance assure la triplicité des modules d’entrées sorties des cartes de communications et des cartes processeur, il est certifié selon la norme IEC 61508 pour être opérationnel dans des environnements d’un niveau de sécurité SIL3.
3.1.1. La norme SIL
3.1.2. Description du système ESD d’un four
Le système ESD est un programme chargé dans l’automate qui surveille en permanence les conditions de sécurité du système (chaudière, four) et qui assure l’arrêt de l’équipement en cas de pertes de conditions permanentes de sécurité.
3.2. Les exigences des fours et BMS selon la norme NFPA 86
Dans le passé, la plupart des fours ont opéré en une régulation de température, la température de sortie commande la vanne de control de débit de gaz principale, avec une seule vanne d’arrêt en amont de la vanne de commande.
Cette vanne d’arrêt était soit automatique avec l’ESD de l’installation, soit manœuvrée manuellement avec une action de l’opérateur, chaque entreprise ayant divers ajouts à ce concept de base.
Ce qui suit est une liste d’exigences qui sont communes aux différentes normes de fours et BMS.
- Purge obligatoire.
- Les interlocks et permissives
- Système de double blocage et purge (Double Block and Bleed systems)
- Pilote et système d’allumage
- Systèmes de surveillance des flammes
- Alarmes (Haute / basse) de pression, températures et débit.
- Alarmes et control d’air de combustion et de pression de tirage (pas dans notre cas)
- La logique de control dédiée.
Chacune de ces exigences a été développée en raison d’incidents qui sont survenus à cause de leur absence.
3.2.1. Purge obligatoire
La fonction la plus importante du système BMS est d’empêcher la possibilité d’une accumulation de gaz combustible suivie d’une séquence d’allumage accidentelle ou inappropriée entraînant une explosion.
Une purge correcte du pré-allumage du four est cruciale pour un fonctionnement sûr de ce dernier.
La pratique normale pour la purge d’un four à tirage naturel a été de laisser une période de temps pour purger naturellement.
L’alternative est de purger à la vapeur, si disponible. Il faut prendre des précautions pour éviter que la condensation de vapeur n’influence le fonctionnement de l’instrumentation d’allumage et de surveillance de la flamme.
La purge programmée doit être prouvée. Les codes impliquent qu’il doit y avoir un moyen pour prouver qu’il y a eu quatre changements de volume d’air dans le four avant l’allumage.
Il n’est pas possible de mesurer le débit d’air pendant une purge naturelle. Par conséquent, les options disponibles pour fournir une purge éprouvée sont les suivantes:
- Ventilateur
- Purge à la vapeur
- A tirage induit avec un extracteur.
De plus, selon la juridiction, il peut y avoir un débit minimal de purge qui doit être respecté.
- NFPA 86 Section 5-4.1 Pre-ignition (Pre-purge, Purging Cycle) :
5-4.1.2: Une purge avant pré-allumage doit être prévue. Au cours de la purge, il faut introduire au moins 4 m3/m3 d’air frais ou de gaz inerte de volume de la chambre du four.
3.2.2. Permissives & Interlocks
Ceux-ci peuvent être nombreux et peuvent inclure tous les éléments sur le BMS.
Ceux-ci sont utilisés dans la configuration du mode opératoire et de la logique afin d’assurer le fonctionnement séquentiel sûr du four, en particulier lors du démarrage et pendant le fonctionnement.
Les permissives font partie intégrante de la procédure de démarrage et d’allumage. L’importance principale des interlocks est de détecter la nécessité d’un arrêt partiel ou total du four.
3.2.3. Vannes d’arrêt d’urgence (vannes de sectionnement et vanne d’évent)
Les vannes d’arrêt de sécurité sont le composant clé dans le BMS pour empêcher l’accumulation d’un mélange explosif dans le four.
La pratique courante est de fournir des vannes d’arrêt de sécurité automatisées installées dans une configuration de « double blocage et de purge » sur les conduites du gaz principale et du pilote.
Ces vannes d’arrêt doivent également être certifiées pour les vannes d’arrêt de sécurité.

Figure 3.1 Vanne d’arrêt de sécurité certifiée
En fonctionnement normal, la « vanne d’évent » est automatiquement fermée à la demande de démarrage du four et s’ouvre automatiquement à l’arrêt.
La vanne d’évent doit être vérifiée fermée avant l’ouverture de la vanne d’arrêt; Lors de l’arrêt, les vannes de sectionnement doivent être confirmées fermées avant que la vanne d’évent ne s’ouvre pour éviter que le carburant ne soit évacué inutilement.
Les vannes doivent également être dans leur état désexcité et prouvées avant la purge et le démarrage du four.
- NFPA 86 Section 5-7 Safety Shut-off Valves (Fuel Gas or Oil):
5-7.1.1: Les vannes d’arrêt de sécurité doivent être utilisées comme contrôle de sécurité principal pour protéger contre les explosions et les incendies.
- NFPA 86 Section 5-7.2 Fuel Gas Safety Shut-off Valves
5-7.2.1: Chaque conduite de gaz combustible (brûleur principal et pilote) doit être équipée séparément de deux vannes d’arrêt de sécurité montée en série.
3.2.4. Pilote et système d’allumage
Malheureusement, la majorité des fours encore utilisés dans l’industrie reposent sur un système d’allumage manuel. Cela signifie que le four est allumé manuellement par l’opérateur en insérant un chiffon huileux ou une torche d’allumage à la base du brûleur.
Avec la technologie d’aujourd’hui et l’accessibilité facile au système d’allumage électronique, il n’est plus nécessaire d’allumer manuellement les fours et de mettre potentiellement l’opérateur en danger.
Le système d’allumage électrique se compose d’une tige d’allumage munie du brûleur et d’un transformateur d’allumage haute tension.
Lorsque tous les interlocks sont dégagés (conditions permanentes) et que des permissives sont en place, l’allumeur allume le brûleur pilote qui allume à son tour le brûleur principal.
Un système d’allumage électronique, commandé par le BMS, élimine la nécessité pour l’opérateur de fournir une source d’allumage pour les brûleurs; Qui est considéré comme la partie la plus dangereuse de la procédure de démarrage.
Comme le BMS contrôle l’allumage des brûleurs, le soufflage du four ne peut pas être facilement contourné.
Typiquement chaque brûleur est fourni avec son propre pilote et système d’allumage.
3.2.5. Systèmes de surveillance des flammes dédiés
Chaque brûleur doit être équipé de ses propres dispositifs de surveillance de la flamme, des détecteurs indépendants sont nécessaires pour surveiller le pilote et la flamme principale.
Des exceptions peuvent être faites en fonction du type de pilote et du brûleur. Dans la plupart des installations, deux techniques de détection différentes sont utilisées, une tige de flamme (ionisation) pour surveiller la flamme du pilote et un scanner UV (ultraviolet) ou IR (infrarouge) pour «voir» la flamme principale.
Les tiges de flamme sont généralement utilisées sur la flamme pilote, car elles sont plus rentables, mais les mêmes détecteurs ne devraient pas être utilisés sur les flammes principales car ceux-ci fonctionnent généralement à une température plus élevée et la tige de flamme brûlerait dans un court laps de temps.
Certains dispositifs de surveillance de flamme certifiés ont un temps de réponse à la flamme réglable, généralement de une à quatre secondes.
La NFPA 86 exige en outre que tout détecteur de flamme qui peut échouer dans le mode «d’épreuve de flamme» soit muni d’un mécanisme d’auto-vérification, ce qui signifie que le brûleur reste allumé pendant plus de 24 heures.
Comme le détecteur de flamme est l’instrument le plus critique pour détecter une perte de flamme et déclenche l’isolement du gaz combustible, il est recommandé d’avoir un scanner à auto- vérification pour tous les systèmes quel que soit le cycle d’allumage. En fonction de la taille du brûleur, il ne faut que quelques secondes pour accumuler un mélange explosif, ce qui explique la nécessité d’un tel dispositif.
Dans le four de ce mémoire; un seul détecteur de flamme est utilisé, selon la NFPA 86 section 5- 9.2.1, deux exceptions peuvent être faite.
- Exception n ° 1: Un seul détecteur de flamme peut être utilisé pour surveiller le brûleur principal et le bruleur pilote si un pilote interrompu est utilisé.
- Exception n ° 2: Un seul détecteur de flamme peut être utilisé pour surveiller un brûleur autopiloté.
3.3. Les modifications nécessaires de l’instrumentation existante
Pour l’implémentation d’un système de sécurité BMS + ESD sous une plateforme DCS, une rénovation de l’instrumentation du four doit être entreprise:
- Le remplacement et l’ajout de nouveau transmetteurs « intelligents » et fonctionnant avec le protocole HART ;
-
- Ajout de nouvelles vannes de sécurité, pour l’amélioration du système d’arrêt de gaz de brûleur, on utilisant 3 vannes (TOR) pour chaque brûleur/pilote ;
- Deux vannes pour disposer ou arrêté le gaz vers brûleur/pilote appelé vannes de sectionnement.
- Une vanne pour mettre à l’évent le gaz se trouvant entre les 2 vannes de sectionnement appelé vanne de purge.
-
- Remplacement du détendeur PCV160 par une boucle de régulation
Actuellement la PCV160 est un détendeur de pression son rôle est de détendre la pression de 2bar à 1.2bar, une boucle de régulation de pression doit être implémentée, pour indication en salle de control.
- Remplacement de la vanne de fumées existante par une vanne à commande à distance HV102,
- Panneau de commande local
Un nouveau panneau de commande local doit être installé tout près du four pour permettre le démarrage local de ce four, à savoir le lancement du balayage du four, l’allumage du pilote et du brûleur et aussi actionner l’arrêt d’urgence du four.
L’opérateur pourra remarquer l’état de la flamme ainsi s’il y a perte des conditions permanentes.
3.3.1. Le P&ID proposé du four B-102
La figure suivante représente le nouveau P&ID du four B-102, y compris toutes les modifications/ ajouts.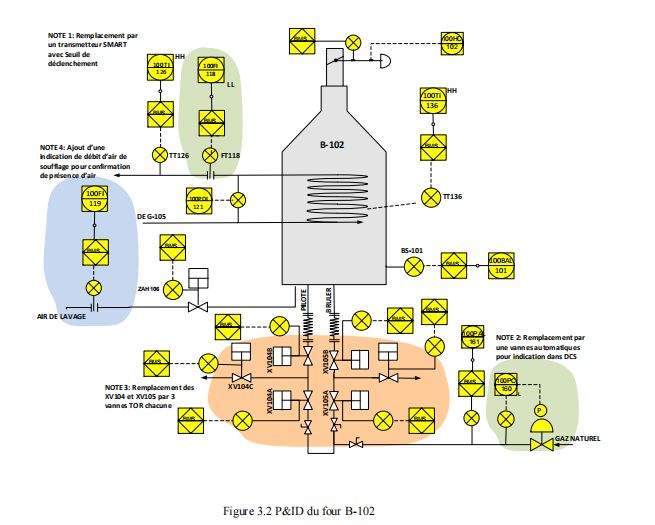
Figure 3.2 P&ID du four B-102