Les améliorations et l’optimisation de la supply chain
III.3.L’Optimisation de la supply chain comme vecteur central de la stratégie ECR
Pour être le plus concret possible, il semble intéressant de démontrer directement par un cas précis comment la maîtrise de la supply chain joue un rôle primordial dans la démarche ECR.
III.3.1. Améliorations de la supply Chain par la stratégie ECR : Etude de cas
Plastics Corporation
Présentation
L’étude de cas que nous avons choisi est représentative des premiers efforts d’amélioration de la chaîne logistique grâce à la mise en œuvre d’une stratégie ECR. Elle ne propose pas de solution pour l’ensemble du réseau, mais explique comment un fabricant a affiné ses processus en collaboration avec certains détaillants.
Elle illustre aussi comment des mesures simples peuvent aboutir à des améliorations significatives et amener l’automatisation de tâches à l’origine manuelle.
Plastics Corporation (nom d’emprunt) fabrique des produits de consommation et a réalisé en 1995 un chiffre d’affaires de 1 milliard de dollars pour la vente d’équipements ménagers, de conteneurs et de pièces pour jouets.
Sa chaîne logistique était classique, allant de la fourniture des matières premières à la fabrication de produits conditionnés, des centres de distribution aux consommateurs finaux, parmi lesquels Shaw Community Supermarket, Wall Mart, Kroger Co, Sears, Safeway et d’autres supermarchés d’alimentation.
L’entreprise s’efforçait depuis plusieurs années de rendre sa chaîne logistique plus performante. En 1992, elle décida de se lancer dans le « Reegineering du système logistique ». Le service client était mis au cœur de ce système.
Ce service était chargé de la prévision et de la planification, de la distribution, du transport, du stockage mais également de gérer le centre d’information du consommateur.
Ses objectifs était d’améliorer la satisfaction des clients et l’efficacité de la distribution, de créer des emballages spéciaux mieux adaptés aux produits et de mettre en place un système innovant de management par catégorie de produits. La direction donna son feu vert pour ce projet et donna instruction d’utiliser des techniques de la stratégie ECR afin de mieux satisfaire les clients.
Suite à cela, des équipes de projet se monta au fur et à mesure notamment pour le centre d’information du consommateur qui établit une carte de processus de réapprovisionnement du réseau existant.
Grâce à l’analyse de cette carte, l’équipe se rendit compte qu’il était nécessaire de centraliser les données des mouvements de produits et des confirmations des commandes dans un nouveau système informatique automatique.
Mise en œuvre
Pour ce faire, l’entreprise utilisa un nouveau système informatique au normes américaines (ASI 852 , 855 …). Ce système permit à l’entreprise, d’optimiser les livraisons clients en fonction de leur consommation depuis l’un des centres de distribution.
La récupération des données relatives aux mouvements de stocks ont permis de créer un état des transactions par catégories de produits. Toutes ces données étaient ensuite transmises à la boîte électronique de l’entreprise par un réseau à valeur ajouté nommé « RVA ».
Ce RVA permettait à l’entreprise de posséder un système informatique collectif utilisé par de multiples participants et d’être transmis automatiquement au système de planification du réapprovisionnement et de la distribution « PRD ».
Ce PRD pouvait comparer la situation des stocks du client aux prévisions de la demande pour chaque produit et chaque centre de distribution et établir les besoins en fonction de ces comparaisons.
Par conséquent, les ordres de réapprovisionnement étaient émis en fonctions des besoins estimés et proposés aux clients avec accusé réception via le RVA. Il permit d’établir des préavis de fabrication basé sur la consommation en temps réel servant ensuite à établir l’ordre de fabrication définitif.
A mesure que le système d’ECR se mit en place, des nouvelles équipes transversales se sont formées en collaboration avec les membres du personnel des centres de distribution et des clients.
Cette restructuration des équipes permit de mettre en place des nouveaux moyens, de faire des nouveaux essais sur d’autres catégories de produits, de fixer des objectifs de performance et enfin de commencer à récolter des indicateurs d’amélioration au fur à mesure de la mise en œuvre de la stratégie.
Par ailleurs, ces nouvelles se réunirent régulièrement pour faire le point et prendre régulièrement des mesures correctives en matière de gestion des linéaires, d’optimisation de transport, d’entreposage et de gestion de stock….
Au niveau des difficultés rencontrées, les équipes se heurtèrent au fait de convertir un système de fabrication conçu pour produire des produits en masse à stocker ou à la commande en système capable de produire à la pièce ou par camion entier.
En effet, le système de fabrication devait être établit au plus juste de la demande. Heureusement, les équipes arrivèrent à conclure que « le camion de produits par semaine et par sire était la quantité optimum pour Plastics et ses clients ». Le modèle de planification fut donc bâti autour de ce concept..
Résultats
Grâce à ce nouveau réseau de réapprovisionnement simplifié et automatisé ; les flux physiques et d’informations, les stocks et le travail administratif ont été mieux régulés et sensiblement réduits. En outre ce réseau a permit de réduire les délais de livraison et d’optimiser les chargements. En effet, ce nouveau système a présenté de nombreux avantages pour l’entreprise.
Il lui a permis notamment d’augmenter son chiffre d’affaires grâce à la baisse des ruptures de stocks, de réduire ses charges administratives, de gérer ses commandes avec plus grandes précision, d’affiner ses informations et d’espacer les campagnes de prix promotionnels.
Concrètement, de 5 à 6 rotations de stocks et 92 % de produits en stocks, Plastics est passé de 30 à 39 rotations, 95 % de disponibilités, un niveau de stock réduit de 2,6 à 1,5 semaines de consommation. Ces résultats profitant aussi bien à Plastics qu’a ses clients distributeurs.
III.3.2. Etude de cas Procter and Gamble : L’Optimisation de la supply chain dans le cadre d’une gestion de promotion efficace
Pour appréhender le management de la supply chain dans le cadre de l’ECR et aborder les contraintes logistiques de la gestion des promotions, il est intéressant d’analyser un cas d’école, extrait de la revue « Logistique et Management » – Vol 12 n°1, 2004 – Article :
« La création de valeur dans la promotion efficace, un exemple de partenariat avec la grande distribution ». Cette article a été rédigé par Eric Bina, Market planning manager chez Procter and Gamble.
La collaboration étroite entre les clients et les fournisseurs au sein de l’ECR se traduit souvent par le partage des informations échangées, que ce soit au niveau de la prévision, de la planification ou du réapprovisionnement.
Dans cette étude de cas présenté lors d’un colloque ISLI 2004, la collaboration entre Procter and Gamble et un distributeur prend compte un ensemble d’opérations de gestion de la demande, des approvisionnements mais aussi de la gestion des promotions.
Dans le cas que nous allons développer, nous tenterons de montrer comment le partenariat et la gestion de projet de promotions entre deux acteurs ont pu apporter et créer de la valeur ajoutée.
Pour des raisons confidentielles, nous ne nommerons pas le nom du distributeur que nous identifierons comme « Hyper ». Par ailleurs, les chiffres de cette étude ont également été modifiés.
Présentation et objectifs
Afin de créer un avantage concurrentiel main dans la main avec les distributeurs, les sociétés telles que Procter and Gamble doivent être les meilleurs et tout mettre en œuvre pour faire la différence par rapport à ses concurrents.
D’ailleurs, le premier objectif du groupe est « d’être le fournisseur privilégié des distributeurs » en répondant à un certain nombre d’exigences : Produits de qualité, prix compétitifs (rapport qualité prix), un bon marketing ( principale force de Procter and Gamble), des ventes significatifs et enfin une logistique efficace et fiable.
En effet, la logistique de Procter and Gamble doit lui permettre d’être le meilleur que ces concurrents et donc peut contribuer à ce qu’il devienne le « fournisseur privilégié des distributeurs »
En pratique, la majeur partie des relations avec les distributeurs Hyper sont gérés en VMI de type GPA et permet d’apporter un niveau de service et de stock optimal supérieur à ses concurrents.
Néanmoins, la gestion de promotions n’étant pas totalement optimisée, l’industriel décida de lancer un vaste projet de promotion efficace ayant pour but de réduire les stocks, d’améliorer ses prévisions et donc d’améliorer sa qualité de service durant les périodes promotionnelles.
Pour ce faire, l’industriel décida de mettre en place le projet sous le cadre d’un partenariat efficace entre les fonctions logistiques et commerciales dont les objectifs seraient les suivants : « Réduire les stocks en entrepôts et les coûts de stockage chez le distributeur, éviter toute rupture d’approvisionnement entre les usines de Procter and Gamble et les consommateurs, éviter toute rupture d’approvisionnement entre les usines de Procter and Gamble et les consommateurs finaux, éviter les reliquats à la fin de l’opération promotionnelle et optimiser le chiffre d’affaires issu de l’investissement promotionnel »
Analyse et simulations
Pour réaliser ce projet, la société Procter and Gamble s’est lancé dans une analyse préliminaire « Activity Based Costing » soulevant bons nombres de points rouges sur lesquels il était important d’agir. Cette analyse s’est faîte en collaboration avec Hyper sur différentes tâches de la prise de commande au transport vers les magasins en passant par le financement du stock, afin de mieux comprendre les différents coûts liés à la Supply Chain.
Cette analyse ABC a porté sur les opérations de promotions tracts et mensuelles. Chaque acteur de la chaîne et les différentes activités de la chaîne logistique ont tous été étudiés.
En quoi consiste l’ABC ? : L’analyse de ce type consiste à trouver une unité d’œuvre permettant de calculer le coût de l’activité.
Cette unité d’œuvre est valorisée par un benchmark interne et externe et validé par le contrôle de gestion (dans ce cas le contrôle de gestion du distributeur). On analyse ensuite le coût de l’activité sur une année, en multipliant ce coût par le nombre d’unités d’œuvre.
Dans ce cas, Procter a étudié l’ensemble des activités logistique en essayant de faire des économies et des efforts sur chacune d’entre elles. Les coûts logistiques représentaient environ 5% du chiffre d’affaires des flux stockés chez Hyper et le financement des stocks représentaient environ 34% des coûts logistiques.
Pour réduire ces coûts, il a fallu trouver une marge d’amélioration en analysant le coût de possession des stocks en promotion. Suite à cela, on a pu constater qu’un gain d’une journée de livraison représentait une économie de 56000 euros ce qui était non négligeable quand on connaît les marges faibles des distributeurs.
Parallèlement, l’étude des flux de produits promotionnels réalisé lors d’une opération de tracts au mois d’octobre 2003 pendant huit jours ont montré qu’en comparaison aux flux d’Hyper, 80 % des flux cumulés entre les entrepôts Procter and Gamble et ceux d’Hyper restaient plus de 6 jours sans mouvements vers les hypermarchés.
Face à ces deux constats, il devenait intéressant de réaliser des simulations sur les opérations promotionnelles de tracts en collaboration avec Hyper :
Selon le processus de livraison des opérations tracts sur une période de cinq semaines, ces derniers étaient diffusés le mercredi de la semaine 4 jusqu’au samedi de la semaine 5.
L’entrepôt livrait les produits 3 jours avant le début de la promotion et ceux jusqu’au jour dernier jour de la livraison des reliquats. Procter and Gamble commençait à livrer les entrepôts 21 jours avant le début de la promotion sur une période de 15 jours. La période de stockage était donc au total de 32 jours calendaires.
Après calcul du chiffres d’affaires sur les flux stockés et l’ensemble des coûts logistiques selon la méthode ABC, un gain d’une journée de livraison sur l’ensemble des promotions pouvait représenter 34 120 euros et donc 10 jours 341 200 euros soit près de 16 % de coûts logistiques. (Voir figure II 10)
Suite à ces résultats très satisfaisants, il ne restait plus qu’à convaincre le client distributeur Hyper en considérant l’équivalent du gain logistique obtenu en volume de ventes. Cet équivalent représentait une augmentation de prés de 30 % du chiffres d’affaires.
Par conséquent, Procter and Gamble a réussi a convaincre très rapidement la direction logistique d’Hyper et les premières opérations sur le terrain ont débuté 15 jours après la présentation du projet.
En effet cette simulation représentant un décalage de 10 jours de la première livraison a été très concluante car aussitôt les produits livrés, ils quittaient immédiatement l’entrepôt.
Néanmoins, il faut le souligner, cette stratégie de flux tendus comportait des risques sur l’écoulement en magasin des références et sur la fiabilité du taux de service en magasin.
Hors, on a pu constater que premièrement les ventes démarraient doucement et le pic n’étaient au milieu de la période promotionnelle donc la nouvelle organisation ne posait pas de problème au niveau écoulement et deuxièmement, le taux de service assurait un résultat à 100 % pour les promotions puisque les produits sont livrés à l’entrepôts clients sept jours avant le début de la promotions et restaient stockés dans celui ci quatre à cinq jours ( donc pas de rupture de stock).
Résultats
Lors de la première application du projet sur le terrain, la collaboration entre Procter et Hyper ont décidé de retarder de cinq jours certaines livraisons, de diminuer de 6 jours la période de stocks en promotions et de diviser par trois les coûts de stockage.
En adaptant la production a ce décalage de livraison, le stock n’a pas été augmenté chez Procter et le taux de service a été de 100 %. Par ailleurs, l’industriel a gagné en visibilité et flexibilité. Grâce à cette expérience validée sur un premier entrepôt, le projet a été déployé sur l’ensemble des entrepôts du client Hyper.
Conclusions
Ce « succes story » de gestion de promotion efficace a démontré comment le management de projet initialisée par l’industriel Procter and Gamble établit en collaboration avec Hyper a permis aux deux acteurs de créer de la valeur ajoutée.
Cette étude de cas nous montre bien comment la prise de conscience accrue de l’importance de la logistique par l’ensemble des acteurs engagés dans une stratégie de collaboration ECR peut optimiser et améliorer la performance de la supply chain (amélioration taux de service, meilleure visibilité….).
Figure II 10 Méthode de livraison future
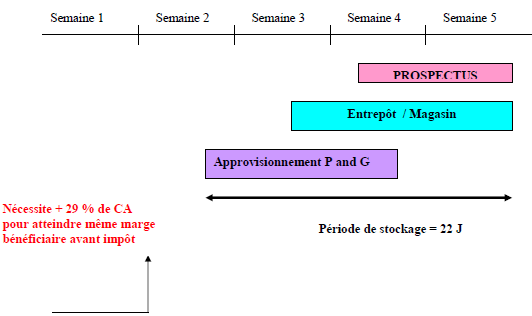
Total CA flux stockés 02/03 : 43 264 378 euros Total coûts logistiques : 2 145 448 euros Gain 1 J sur ensemble promos : 34 120 euros Gains 10 J sur ensemble promos : 341 200 euros
% Gain / Coûts logistiques 15,90 %
% Gain / CA flux stockés 0, 79 %
Grâce à cette seconde partie nous avons pu constater comment la supply chain était au cœur de la stratégie ECR. Cependant, si l’ont veut voir un jour l’optimisation de la chaîne logistique vecteur de l’ECR devenir réalité, il faut que les industriels et les distributeurs soient prêts à changer de mentalité et de philosophie.
Le premier pas dans cette voie, nous l’avons vu, sera de passer d’une relation de force entre acheteur et vendeur à un état d’esprit dans lequel tous les membres s’efforcerons de mettre en place un réseau destiné à donner satisfaction au consommateur final de la manière la plus efficace possible.
Ce réseau ne pourra exister que lorsque les acteurs de la supply chain coopèreront pour construire un système répondant à un objectif organisationnel unique et commun : En avant la collaboration ! A bas l’individualisme devenu la règle de certaines sociétés françaises et européennes !
L’optimisation de la chaîne logistique dans le cadre d’une stratégie ECR n’est pas une utopie jaillie de nulle part, et de nombreux exemples ont démontré son succès.
D’ailleurs trop de progrès, de nouveaux systèmes d’informations performants ont déjà été prouvé pour que la faisabilité de l’ECR soit mis en doute.
Il reste maintenant à regrouper les ressources et les moyens nécessaires au sein de réseaux logistiques de plus en plus étendues et de plus en plus adaptés aux tendances du marché. Grâce à la collaboration de la chaîne, tous les maillons pourront aboutir main dans la main à une solution globale bénéfique pour tous.
En effet, si les acteurs parviennent à conjuguer les fruits de leurs propres expériences et les avancées de leurs partenaires en amont et en aval, leurs chances d’atteindre l’optimisation de leur flux et un avantage concurrentiel seront beaucoup plus grandes qu’en menant une action isolée.
En première partie de ce mémoire nous avons étudié les nombreux ’avantages à mettre en oeuvre un partenariat stratégique, en seconde partie nous avons vu l’intérêt de la logistique et son importance dans la stratégie de collaboration ECR.
Dans un contexte d’entreprise étendue et de montée de la prestation logistique, il est important de faire le lien entre ces deux premiers chapitres en démontrant comment un partenariat logistique stratégique permet d’améliorer l’efficience d’une stratégie ECR et dans quelles mesures.