Four B-102 : spécification technique, système de sécurité, avantages
Chapitre 2 :
Etude de l’automatisme actuel du four B-102
Introduction
Dans le processus de fabrication de Formaldéhyde Et Formurée, la réaction d’oxydation du méthanol est fortement exothermique. Pour que le lit catalytique puisse conserver une température constante, il est donc nécessaire d’éliminer la chaleur développée.
Cette opération a lieu par circulation d’huile diathermique dans les réacteurs R-101 et R102 à travers les pompes G-102 et G102S.
Une partie de l’huile qui a servi à éliminer la chaleur de réaction est envoyée dans la chaudière de récupération de chaleur EB-101.
L’huile en cédant de la chaleur à l’eau, permet d’obtenir de la vapeur.
Au moment de la mise en route de l’unité, puisque la présence éventuelle d’eau dans l’huile peut provoquer la formation de bulles de vapeur qui, à leur tour, peuvent causer le désamorçage de la pompe de recirculation, pour cela il faut passer par la phase de chauffage de l’huile de thermostatation,
Cette opération devra être entièrement effectuée au moyen d’un four à méthane B-102, et qui est le sujet de ce projet.
Dans ce chapitre nous allons voir le système d’alarmes et de blocages existant (qui est à base de relais) du four B-102.
2.1. Spécification technique du four B-102
2.1.1. Caractéristique de fonctionnement
- Fluide à chauffer : Huile Fl 37 D
- Capacité normale 120 m3/h correspondant à 89000 Kg/h (à 200°C)
- Capacité mini. (Exceptionnelle) 80 m3/h correspondant à 59000 Kg/h (à 200°C).
- Vitesse de chauffage 7°C/h
- Température d’entrée normale: 200°C
- Exceptionnelle : 20°C
- Température de sortie 280°C
- Température de calcul pour le matériau de construction 300°C
- Pression d’entrée 5 .5 ata
- Pression de sortie 4.5 ata
- Pression de calcul 7 ata
- Chaleur échangée normale 400.000 Kcal/h
- Chaleur échangée mini 280.000 Kcal/h
- Delta P (à 280 °C) 1ata
- Delta P (à 20 °C) 1.5 ata
2.1.2. Type de fonctionnement
Discontinu. Le four reste en marche quelques jours chaque fois que l’installation est démarrée.
2.2. Le système de sécurité actuel du four B-102
2.2.1. P&ID du four B-102
Le P&ID du four B-102 actuel (en pneumatique) est en Annexe A.
2.2.2. Le système de contrôle actuel du four B-102
Actuellement la gestion des alarmes et déclenchements du four B-102 est assurée par une logique câblée fournie par Foxboro, dans les points qui suivent nous allons voir le système des alarmes et blocages et expliquer le schéma électrique de commande « Foxboro » en simplifiant avec les schémas LADER.
Le système de contrôle comprend :
- Une armoire, placé à coté du four et comprenant :
-
-
- Boutons d’arret, marche, essais lampe, aqcuittement de défaut et bouton d’arret d’urgence.
- Carte d’alarmes: Arret d’urgence appuyé, TAH huile, Présence de flamme, Marche, PAL gaz, FAL huile, Allumage, TAH serpentin, Perte de flamme, Rinçage et Arret.
- Circuit du système de contrôle comprenant relais, timers, interrupteurs, fusibles, etc.
-
- Electrovannes sur carneau gaz pilote et gaz bruleur principal (XV104 et XV105).
- Ensemble d’allumage comprenant transformateur d’allumage avec interrupteur, bougie d’allumage, le transformateur est monté sur une jambe de support du four.
- Système de contrôle flamme comprenant alimentateur/ amplificateur et photocellule, injection d’air avec electrovanne (XV106). Pressostat PA.L 161 pression min. gaz combustible.
- Indicateur débit huile diathermique avec alarme min.
- Débit FI.A 118 (sur tableau salle de commande)
- Indicateur température sortie huile diathermique TI.A126 (tableau central salle commande, poste indication température TI 4) avec alarme température max.,
- Alarme TA 136 température max. parois serpentin.
2.2.3. Alarmes et blocages
Tableau 2.1 Matrice cause & effect du four
| Cause | Effet |
| PA.L161 : min pression gaz naturel
FA.L 118 : min débit huile diathermique TA.H136 : max température serpentin |
Blocage gaz au bruleur pilote XV104 |
| FA.L118 : min. débit huile diathermique TA.H126 : max température huile à la sortie
BA.L101 : absence de flamme |
Blocage gaz au bruleur principal (fermeture XV105) |
| Ouverture gaz au bruleur principal XV105 | Fermeture gaz au bruleur pilote XV104 après intervalle de temps réglable compris
entre 0 et 60s |
| Extinction de la flamme à la suite de cette opération (ouverture XV105) | Blocage alimentation au transformateur d’allumage et à XV104 (vanne gaz pilote)
pendant 30min |
Tableau 2.2 Entrées
| Boutons poussoirs | Contacts « Pressostat, thermostat… etc » |
| BP1 : Test lampes BP2:bouton acquittement BP3 : bouton arrêt
BP4 : bouton marche BPAU : bouton arrêt d’urgence |
PS161 : PS min pression gaz naturel
FS 118 : FS min débit huile diathermique TS136 : TS max température serpentin TS126 : TS max température huile à la sortie RDF : Relai détection de flamme |
Tableau 2.3 Sorties
| Alarmes | Actions |
| Min pression gaz naturelPA.L161
Min débit huile diathermique FA.L 118 Max température serpentinTA.H136 Max température huile à la sortieTA.H126 Perte de flammeBA.L101 Présence de flammeBA.L101 Arrêt d’urgence Arrêt Marche Rinçage en court Allumage en court |
XV 104
XV 105 XV 106 THT : Transformateur haute tension (220/5000V, 20mA) |
2.2.4. Schéma électrique de commande
Le document de design de l’armoire du four avec le schéma électrique en Annexe B.
2.4.1. La distribution 220V
Dans la figure suivante on voit la distribution électrique 220V par l’intermédiaire des fusibles de protection vers :
- Les actionneurs : EV air de rinçage (XV 106), EV Gaz pilote (XV 105), EV Gaz principal (XV 104) et le transformateur HT (220/ 5000V) pour l’étincelle de l’allumage ;
- Vers la cellule UV (le détecteur de flamme) ;
- Transformé en 48V pour l’alimentation des cartes d’alarme (en FOLIO 17);
- 220V vers FOLIO 17.
2.2.4.2. Alarmes et signalisations
Dans le FOLIO 17 (Annexe B) lorsque les pressostats/ thermostats atteignent les seuils préréglés de sécurité, leurs contacts s’ouvrent/ se ferment (selon le choix NO/NF du contact), en attaquant les cartes d’alarme pour signaler la situation.
Le relais R1, se désamorce si une des sécurités du four s’actionne, qui a à son tour trois (03) contacts NO utilisés dans le schéma des séquences de démarrage FOLIO 18.
Le relais R1 représente les conditions permanentes du four et qui sont :
- Pas de détection Min pression gaz naturel (PA.L161) ;
- Pas de détection Max température serpentin (TA.H136) ;
- Pas de détection Max température huile à la sortie (TA.H126) ;
- Pas de détection Min débit huile diathermique (FA.L 118) et ;
- Pas de détection Perte de flamme (BA.L101).
2.2.4.3. Relayage « Séquences de démarrage du bruleur»
Dans les points suivants nous expliquons le schéma électrique du Folio 18, ce système représente les séquences de démarrage du four B-102, c’est un système BMS à base de relais.
2.2.4.3.1. Avant démarrage
Avant le démarrage, l’opérateur doit tester les lampes; en appuyant sur le bouton poussoir BP1 (Folio 17); et acquitter les alarmes en appuyant sur le bouton BP5 (FOLIO18).
Une fois toutes les conditions permanentes du relais R1 indiquées en 2.2.4.2 sont réunies OU R4 (relai temporisé); ET pas d’arrêt d’urgence (FOLIO 18 : relais R2 non amorcé), il sera possible de démarrer le four, en appuyant sur le bouton poussoir BP4.
Cela amorce le relais R9, et le relais temporisé de 60s (R10).
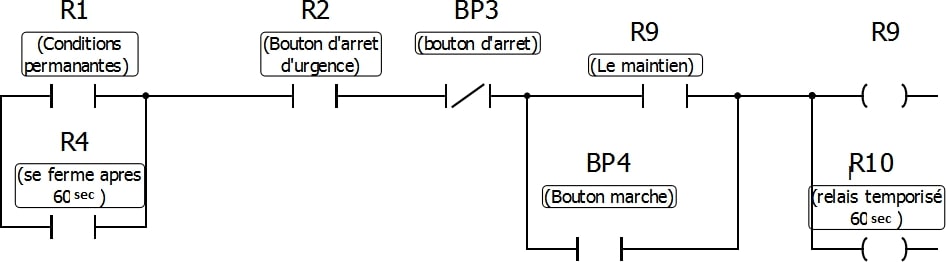
2.2.4.3.2. RINÇAGE
Le contact R9 (amorcé) et R10 (qui est NF), actionnent le relais C1 ; qui à son tour ouvre l’électrovanne d’air XV106.
Après un intervalle de temps de 60s, le contact R10 s’ouvre et désamorce la XV106. Et la signalisation « Rinçage » s’allume.

2.2.4.3.3. Allumage pilote
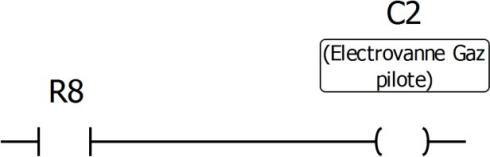
Après que le rinçage du four se termine, le contact du relais temporisé R10 qui est NO ; se ferme après 60 s, au même moment que l’électrovanne d’air se ferme ; qui actionne à son tour le relai R8, et les relais temporisés R3 (de 15 s) et R4 (de 20 s).
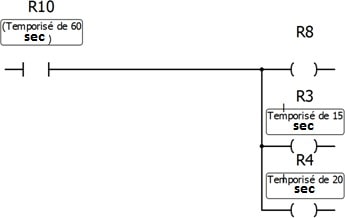
Le contact NO du relai R8 se ferme pour l’amorçage du contacteur C2 qui à son tour ouvre l’électrovanne de gaz pilote XV104,
Le contact du relai temporisé R3 se ferme après 15s, le contacteur C4 s’amorce pour 5s, jusqu’à l’ouverture du contact R4 après 20s, le chronogramme ci-dessous, montre la stratégie de temporisation.
Le contacteur C4 actionne le transformateur haute tension, pour la tentative d’allumage du pilote. La signalisation « allumage » s’allume.

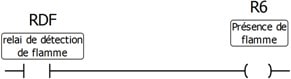
Une foi le pilote s’allume, et la flamme se stabilise, le relais de détection de flamme RDF se ferme et amorce le relai R6
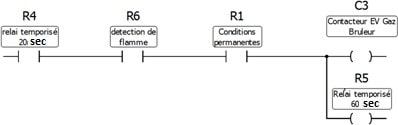
2.2.4.3.4. Allumage bruleur
Après la détection de flamme, l’ouverture de l’électrovanne de gaz principal (XV105) sera possible, en présence des conditions permanentes (R1), R6 et R1 amorcent le relai temporisé R5 et le contacteur C3, qui à son tour ouvre la XV 105.
Le contact du relai temporisé R5 se ferme après 60 s, pour la signalisation « en marche ».
2.2.4.4. Chronogramme de démarrage du four
Figure 2.1 chronogramme de démarrage du four B-102
2.3. Avantages du système actuel
On peut citer certains avantages qui sont due à l’utilisation des instruments pneumatiques, parmi ces avantages :
- L’insensibilité aux parasites industriels tels que induction des parasites, champs magnétiques.
- La pression d’air est directement utilisable sur une membrane ou un piston.
- La bonne convenance à la sécurité incendie (pas de génération d’étincelles, bonne tenue au feu)
2.4. Inconvénients
Les inconvénients ne sont pas propres au four mais à l’instrumentation ddu complexe CP1Z, qui est très ancienne et date de plus d’une trentaine d’années, ce qui perturbe même la bonne conduite des unités.
Problèmes de l’instrumentation pneumatique :
- Lenteur de transmission du signal ;
- Portée limitée (quelques centaines de mètres en tube 4/6 ou 6/8) ;
- Coût d’installation élevé ;
- Sensibilité à l’humidité et aux poussières ;
- Nombreuses pièces mécaniques en mouvement ;
- Difficulté d’effectuer sans conversion des calculs élaborés.
Problèmes de Sécurité
- Le système de démarrage du four est déclaré obsolète en raison de manque d’un interlock important:
Cette sécurité était exigée dans le schéma électrique de design du four comme indiqué dans le tableau 2.1. Le nouveau système d’interlock et alarmes installé en 1994 est incomplet, car les deux dernières sécurités du tableau ne sont pas appliquées.
Le B-102 n’est pas conforme aux exigences minimal requise motionnées dans le manuel opératoire du four.
En plus de ces inconvénients on ajoute :
- Absence dans la gestion des alarmes et les états des différents actionneurs (registre d’air, Electrovannes).
- Le démarrage et l’arrêt du four est semi-automatique.
- L’allumage du pilote s’effectue manuellement moyennant un briquet.
Malgré tous les inconvénients qui ont été cités dans le four, le B-102 connaît une régularité de fonctionnement, cela grâce à la compétence et à l’expérience du personnel exploitant et le personnel de la maintenance.
Conclusion
Dans ce chapitre nous avons étudié le système d’alarme et blocage actuel du four B-102, présenter ses avantages et inconvénients.